

隨著國家發布“2035碳峰碳中和”戰略部署,新能源汽車的消費潛力得到進一步釋放,同時帶動了三電系統產業的快速發展。
其中,我國新能源汽車電控市場規模年均復合增長率為25.95%。預計未來5年市場規模將保持高速增長態勢。
新能源汽車相關加工零件將減少40%,零件材料由鑄鐵、鋼,轉變成鋁,零件對主軸剛性要求降低,各軸行程變大,零件的五軸需求量增加

隨著國家發布“2035碳峰碳中和”戰略部署,新能源汽車的消費潛力得到進一步釋放,同時帶動了三電系統產業的快速發展。
其中,我國新能源汽車電控市場規模年均復合增長率為25.95%。預計未來5年市場規模將保持高速增長態勢。
新能源汽車相關加工零件將減少40%,零件材料由鑄鐵、鋼,轉變成鋁,零件對主軸剛性要求降低,各軸行程變大,零件的五軸需求量增加
設計原則:吸收工作時的作用力和力矩;在各種工作狀態下,保證軸和齒輪具有精確的相對位置;保證良好的傳熱和熱輻射;隔離和衰減噪聲;裝配和拆卸容易;良好的剛性、強度特性,重量輕。
殼體是電驅系統重量占比最大的,殼體的設計在滿足強度的前提下應盡量輕。現在鋁合金的壓鑄殼體一般可做到3.3~4mm。軸承是減速器的主要受力部位,所以軸承座的壁厚需要6~8mm,其他螺栓凸臺需要根據輸入的螺栓規格確定壁厚
殼體接合面的粗糙度值過小,也容易造成變速器的滲油。因為殼體接合面太光滑,會導致大部分密封膠被擠出去,接合面不能留住密封膠,就不能形成一定厚度的密封膠墊。設計技巧是殼體接合面的粗糙度值在0.8~3.2 范圍內,對變速器密封比較有利
工件需要使用較大的鏜刀,刀具與刀軸的承重能力需強,主軸回轉穩定






主軸中心出水30kg
后出反沖滾筒排屑器
強力沖屑+頂部噴淋+夾具沖洗
BBT40 14000轉主軸及BBT40刀庫
3回路液壓夾具接口
液壓站及主回路壓力監控
0i-MF PLUS系統
單回路氣檢
油霧收集器

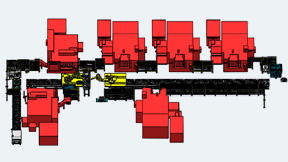
規劃全自動立加生產線,能實現的快速換產,按照客戶需求、工藝要求、關節機器人的合理利用安排
配合喬鋒16臺V8、一個地軌關節機器人、一套毛坯料倉、一套下料料道、一套生產管理軟件、 NG料道、抽檢臺、氣吹箱完成FMS柔性生產單元

單件加工節拍150秒/件,該自動加工單元年產15萬件電機軸
完成28個自動化生產單元56臺車床
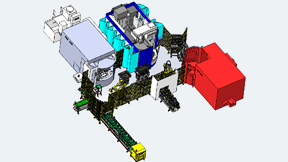
包含3臺五軸加工中心、地軌關節機器人,手爪系統、料倉、掃碼槍以及防護系統等全部自動加工單元
3DUF右箱體自動線( 節拍82.575s)
包含6臺五軸加工中心、地軌關節機器人、手爪系統、料倉、掃碼槍以及防護系統等全部自動加工單元




